Kulkvarn

Produktbeskrivning
Kulkvarnen består av matningsdelen, matningsdelen, den roterande delen, överföringsdelen (reduceringsenheten, den lilla växellådan, motorn, den elektriska styrningen) och så vidare. Den ihåliga axeln är gjord av gjutet stål, foder kan bytas och roterande växlar är gjutna av gjutningens rullande tänder. Pipan har en slitstark foderbräda som har bra slitstyrka. Maskinen är stabil och pålitlig. Kvarnvärd inklusive cylinder, cylinderkropp med användbart foder av slitstarkt material, har och underhåller sitt roterande cylinderlager, har drivna delar, såsom motor, och drivhjul, remskiva, triangel, etc.
Om kallade bladdelar, vanligtvis inte huvudkomponenter, komponenter på inmatningsändens inlopp med inre skruv dem spiralblad, kan sägas om utloppsänddelarna som utmatar mun med inre skruv kan kalla dem spiralblad.
Dessutom, i hjälputrustningen i urladdningsänden, om spiraltransportören används, kommer det att finnas delar som kallas spiralblad i utrustningen, men strängt taget är det inte en del av kulkvarnen. Torrkulkvarn och kornkvarn för våt galler kan väljas enligt material och dräneringsläge. Energibesparande kulkvarn, den automatiska inriktningen av dubbla raden, sfäriskt rullager, körmotståndet är litet, energibesparingseffekten är anmärkningsvärd. Tunnkroppsdelen av den ursprungliga pipan har lagts till en koncylinder, vilket ökar den effektiva volymen på kvarnen och gör distributionen av medium i röret mer rimlig. Denna produkt används i stor utsträckning inom icke-järnmetall, järnmetall, icke-metallfördelningsfält, kemisk industri och byggmaterialindustri.
Om installation
Installation av kulkvarn:
A) installationsplanen är utformad enligt användarens grundläggande teknik och bör installeras i riktning, plats och utrymme för diagrammet;
B) flygkroppens nedre plan ska vara fast och planheten på cylinderns bottenplan är inte större än 1,5 / 1000 efter den horisontella justeringen.
1. installera:
A) ta bort materialet från installationsutrustningens botten, särskilt hålets inre vägg får inte ha damm, olja, vatten och andra vätskor.
B) efter uppackning av förpackningslådorna ska huvudmotorn flyttas till installationsläget med lämpliga lyftanordningar (kran / gaffeltruck).
C) placera utrustningen på plats, monteringshålen för ankarbulten och "levande fötter" på det slumpmässiga bältet ska svetsas på ramens chassi efter att ha svetsats på ramens chassi, sedan kan den sekundära injekteringen göras;
D) efter installation av 24 timmars cementhållfasthet kan den användas för att dra åt mutterbelastningstestmaskinen;
E) tillgång till makt;
F) installationskontroll och korrigering av obehag;
G) Elskåp placeras i extra maskinrummet utan att behöva installera golv.
2. Testdrift:
Installationen av kulkvarnen är klar, inspektionen, kan vara tom testkörning, idrifttagning av kulkvarn av skickliga kulkvarnoperatörer bör ansvara för, kulkvarn och strikt följa säkerhetsprocedurerna.
(1) Driftstiden för viloläget får inte vara mindre än 12-24 timmar, och driftsproblemen ska lösas i tid.
(2) tomgångskörning vid igångkörning till normal belastningstestkörning, kan utföras när belastningstestkörningen sker i varje fas, bör lastoperationen utföras enligt tillståndet för urladdning i matningen, undvik onödig slipkula och cylinderfodret och skador.
A) tillsätt lämpliga material och 1/3 av stålkulorna (kulkvarnens maximala vikt) för att försöka i 12 till 24 timmar.
B) tillsätt upp till 2/3 av mängden stålkulor som ska köras i 24 till 48 timmar.
C) enligt uttagningsförhållandena för kulkvarnen, produktion av kvalificerade produkter, med hänvisning till samma typ av kulkvarnmaskinens faktiska lastmängd, bestämma kulkraftmängden för kulkvarnmaskinen, i minst 72 timmar testkörning.
(3) ökningen av ovanstående belastning och längden på testkörningstiden bestäms utifrån driftsförhållandena för kugghjulet för storlekskugghjulet och reduktionsväxeln (temperaturstegring, buller, tandytakontakt etc.). Innan tandytans kontaktnoggrannhet inte uppfyller konstruktionskraven ska den inte arbeta med full kapacitet.
(4) kyl- och smörjsystemet ska fungera normalt under testdriften, och temperaturen på huvudlagret, överföringslagret och reduceraren bör vara normal.
(5) efter att ha laddat 2/3 av stålkulstestet i 24 till 48 timmar, kontrollera och dra åt alla bultarna igen.
(6) försöksoperationen måste registreras noggrant.
Blandning, slipning, kulkvarn används huvudsakligen för keramiska material är en nödvändig utrustning för produktion av olika typer av keramiska produkter, maskinen ANVÄNDER kopplingsspänningen, minskar startströmmen, dess struktur är uppdelad i integrerad och fristående. Med kilremsdrift, enstegs- eller dubbel retardation, utrustad med en oberoende liten motor.
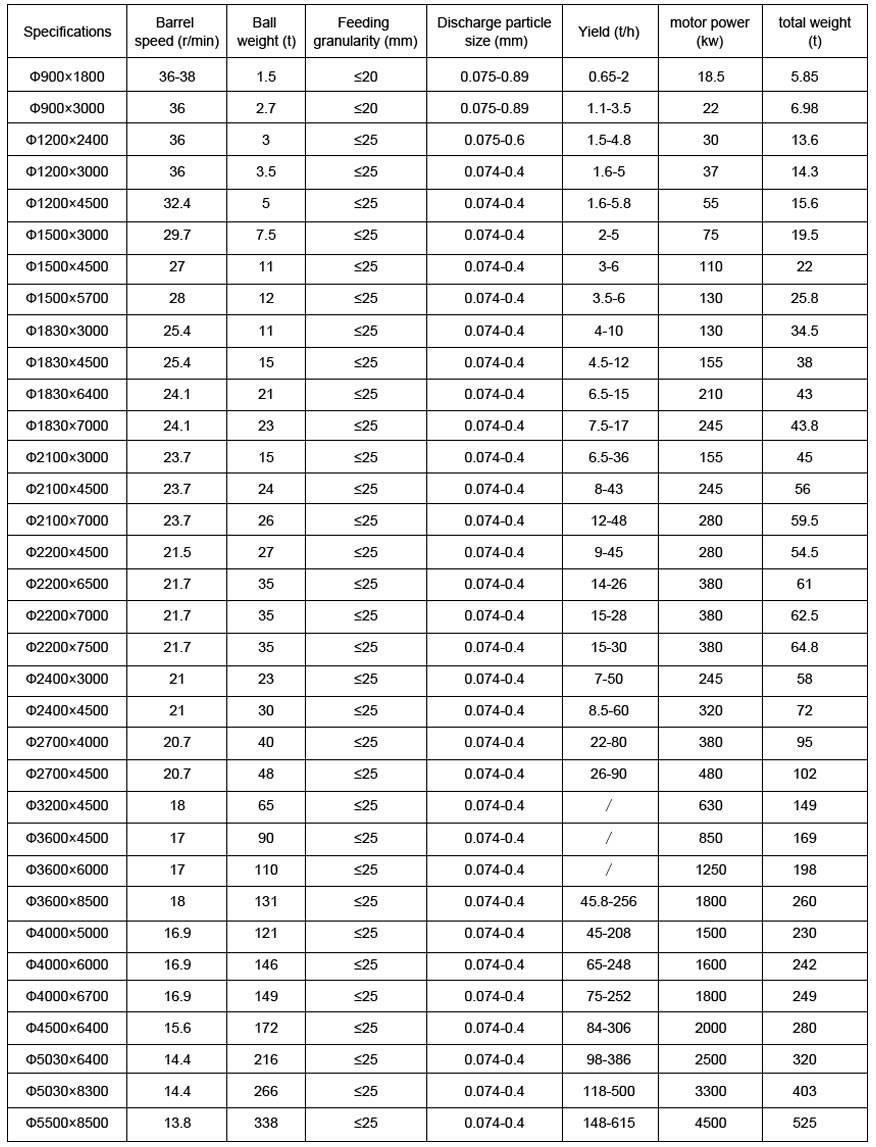
Prestandadata